ZXE1系列交直流两用焊机
该系列焊机为交直流两用手工电弧焊焊接电源兼容交直流两用焊机的特点,可供各种涂药焊条,焊接一般黑色金属、低合金钢及不锈钢等,广泛应用与汽车、造船、冶金、化工、建筑等行业,焊机动特性良好,性能柔和,电弧稳定,熔池平静,飞溅小,焊缝成型好,噪声低,是国家“八五”期间推广使用的新型产品。
ZXE1系列交直流两用硅整流焊机系由 动铁心式焊接变压器、整流器组、电抗器、开关等主要部件组成。该焊机具有结构简单、操作和维修方便、噪声及振动较小等特点。作交流弧焊使用时,可焊接低碳钢、低合金钢等构件,还可弥补直流电弧角缝焊时引起的磁偏吹缺陷。作交流弧焊使用时,比交流焊接有着明显的稳定性,可用J507焊条、不锈钢焊条进行高碳钢、合金钢、不锈钢、铜及铸铁等有较高技术要求的材料焊接。
一、主要技术数据:
|
项 目 |
单位 |
ZXE1-250 |
ZXE1-315 |
ZXE1-400 |
ZXE1-500 |
||||
|
AC-250 |
DC-230 |
AC-315 |
DC-270 |
AC-400 |
DC-350 |
AC-500 |
DC-420 |
||
|
额定输入电压 |
V |
380 |
|||||||
|
额定频率 |
Hz |
50 |
|||||||
|
相数 |
单相 |
||||||||
|
空载电压 |
V |
68 |
70 |
72 |
70 |
||||
|
AC额定焊接电流 |
A |
250 |
315 |
400 |
500 |
||||
|
DC额定焊接电流 |
A |
230 |
270 |
350 |
420 |
||||
|
AC电流调节范围 |
A |
50-250 |
60-315 |
75-400 |
95-500 |
||||
|
DC电流调节范围 |
A |
40-230 |
50-270 |
60-350 |
80-420 |
||||
|
额定负载持续率 |
% |
35 |
|||||||
|
额定输入容量 |
KVA |
18.6 |
22.8 |
30 |
38 |
||||
|
绝缘等级 |
F |
||||||||
|
冷却方式 |
强制风冷 |
||||||||
|
外形尺寸(长×宽×高) |
mm |
645×404×770 |
670×434×850 |
700×454×915 |
740×494×1000 |
||||
|
重量 |
Kg |
110 |
117 |
143 |
175 |
||||
二、用途
ZXE1型整流器式交直流弧焊机是根据中华人民共和国机械工业部部颁标准JB/T7835、JB/T7834设计生产的一种新型焊机,是一种通用性强、用途宽广的产品,它采用硅整流电路,具有使用方便、引弧容易、电弧稳定、效率高、寿命长、工作可靠和维修简便等优点。
三、结构
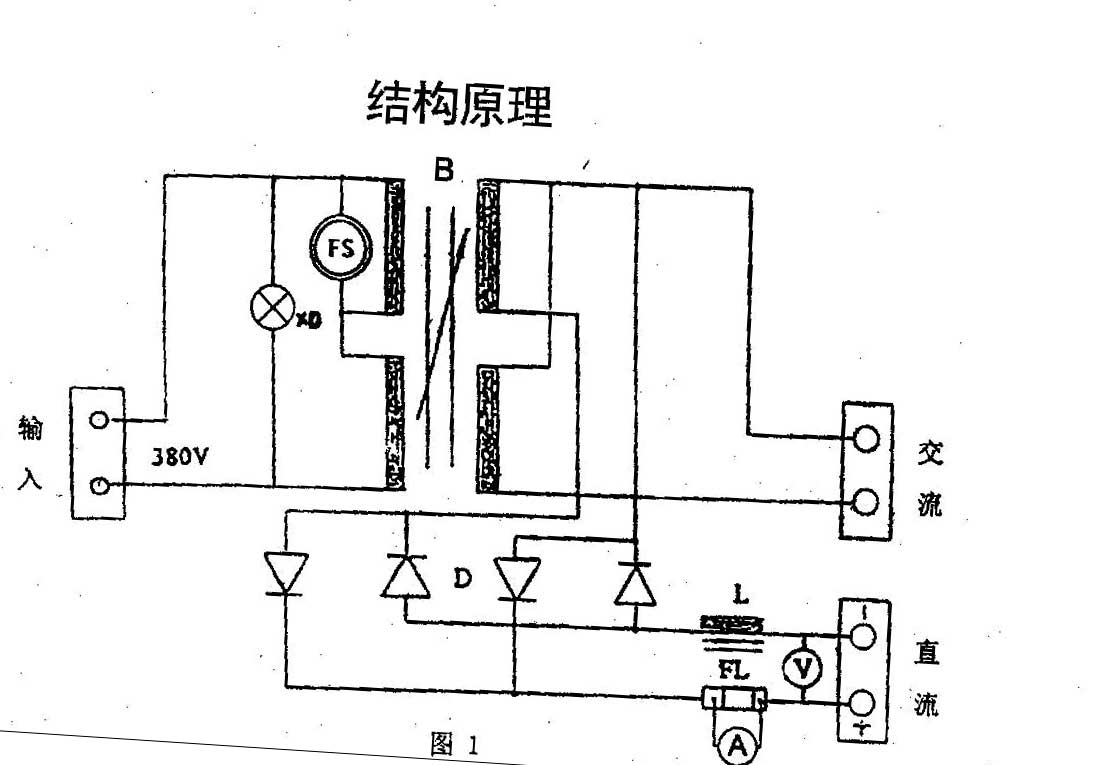
ZXE1型整流器式交直流弧焊机电路(见图1)主要组成部分及作用简介如下:
1、ZXE1系列为单相动铁芯、磁分路式、变压器B采用三个铁芯柱,初次级绕组分别置在动铁芯两侧,初级和次级分成上下两部分绕组,固定在主铁芯上,中间铁芯柱为可移动的,称动铁芯,构成磁分路,移动铁芯位置就能改变输出焊接电流的大小。
2、硅整流器由四个硅整流器元件组成单相桥或全波整流电路。
3、输出电抗器,它串接在焊接回路中,起滤波作用,使整流后的直流电更平直,以稳定电弧,减少金额飞溅。
|
符号 |
名称 |
数量 |
备注 |
|
XD |
指示灯 |
1 |
|
|
FS |
冷却风扇 |
2 |
|
|
V |
直流电压表 |
1 |
|
|
A |
直流电流表 |
1 |
|
|
FL |
分流器 |
1 |
|
|
L |
电抗器 |
1 |
|
|
D |
整流二极管 |
1 |
|
|
B |
变压器 |
1 |
|
参考〔焊接电流与电焊条间的关系(钛铁矿型)〕
|
焊条直径(mm) |
焊接电流(A) |
|
2.5 |
50-80 |
|
3.2 |
100-130 |
|
4.0 |
160-210 |
|
5.0 |
200-270 |
|
6.0 |
260-300 |
连接以下部分由用户自备
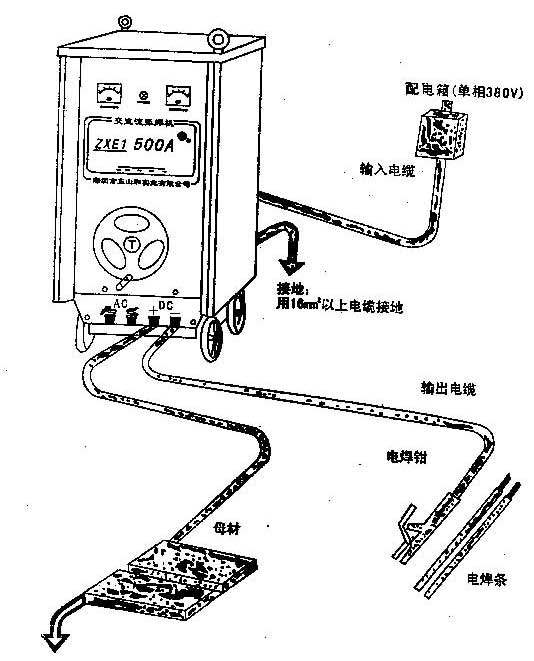 接地:用16mm2以上电缆接地
接地:用16mm2以上电缆接地
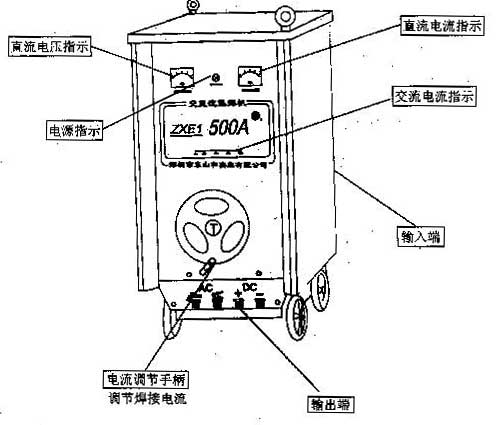
各部分说明
四、操作方法
准备
开关操作
合上输入保护装置开关
调整焊接电流
通过旋转电流调节手柄,将焊接电流调整到你所需要的值。
将手柄顺时针旋转可增大电流值,逆时针转将减小电流值。
五、焊接过程
1、起弧
用焊钳夹紧焊条,将焊条轻触母材,然后稍微提起来进行引弧。
2、焊接
移动电焊条,保持弧长稳定
操作结束
3、开关操作
关掉输入保护装置开关。
4、外形尺寸图

|
型号 |
A |
B |
C |
|
ZXE1-250 |
404 |
645 |
770 |
|
ZXE1-315 |
434 |
670 |
850 |
|
ZXE1-400 |
454 |
700 |
915 |
|
ZXE1-500 |
494 |
740 |
1000 |
六、使用维护保养及注意事项
1、在极度潮湿和有严重积尘的气候环境中,焊机接上电源前应测量焊机输入输出端之间输入输出端与机壳间的绝缘电阻值,如绝缘电阻小于0.5兆欧,不得通电,应进行干燥清洁处理及检查,排除绝缘故障后,方可使用。
2、接线时按照电源电压接入焊机相应的接线螺钉(有标牌),切勿接错。
3、焊机电源线及焊接电缆应有足够的截面积,且连接处接触良好可靠。如焊接电缆较长时,还应加大焊接电缆面积,使焊接电缆上总电压降不超过4V,以免影响焊接质量。
4、机壳上设有接地螺钉一只(有标牌)使用时必须安装地线以保证安全。
5、在检修时必须取下电源进线,以保证安全。
6、螺钉、螺套及活动部位保持清洁和有润滑脂。
7、施焊时焊工必须使用防护用具,免受弧光灼伤及烫伤。
8、焊机应在通风处使用,以利于散热,在长期使用中应清洁内部灰尘,清理时必须断电。
9、焊机不要在露天淋雨及曝晒。
10、搬移中避免碰撞损坏。
11、焊机不可与有腐蚀性、易燃、易爆的物品停放在同室中。
12、本产品出厂时均经逐台严格测试,产品实行三包,用户在遵守保管使用规则条件下,如因制造不良而发生损坏或不能正常工作时,在出售后十二个月内本厂免费为用户修理。
交直流弧焊机常见故障及排除方法
|
故障现象 |
产生故障原因 |
排除方法 |
|
焊机输出端不引弧,无电流输出 |
1、输入端电源无电压输入 2、开关损坏或内部接线脱落 |
1、检查输入电源闸刀空气开关或保险丝是否完好。 2、拆去外壳检查有否脱线或脱焊,如仍无法排除请通知厂方 |
|
焊机引弧困难或易断弧 |
1、网络电压过低或输入电压低于额定输入电压。 2、输出电缆线过长或截面积过小 |
1、按说明书要求输入额定电压。 2、按输出电流太小配置足够截面积的电缆线,且一般电缆长度不宜超过10米,并保护搭铁电缆线与工件的接触良好。 |
|
焊机工作后发烫、温升高或有不正常气味冒出 |
1、未按额定负载持续率工作或焊机选型过小 2、新焊机初次工作轻微的绝缘漆气味 3、线圈短路 |
1、按铭牌上所标暂载率掌握焊机工作时间,不宜大电流长时间连续焊接。 2、属正常。 3、次级线圈匝间短路处拨开后包扎,线圈短路损坏严重需返厂检查修复。
|
|
冷却风扇不转 |
1、风机电源插线脱落或接触不良 2、风机损坏 |
1、重新插上或夹紧。 2、更换新风机。 |
|
焊机噪声过大 |
1、外壳或底架螺钉松 2、运铁芯振动 3、线圈或铁芯紧固螺栓不紧 |
1、重新紧固螺钉。 2、调整动铁芯螺钉,使弹簧片压力加大。 3、压紧铁习紧固螺栓或线圈紧固螺栓。 |
|
机箱内发出很响的“嗡...”短路声 |
一般判定为D1-D4中的二极管损坏 |
脱开二极管的连接线,用万用表Ω档测量正反向电阻,正向电阻几百欧姆,反向电阻几百千欧姆。若正反向都为几百欧姆。则应更换二极管。 |
|
焊机电流无法烧大 |
1、输入电源线过小 2、输出电缆过小或过长 3、动铁芯无法摇出来 |
1、按铭牌初级电流选择足够大的电源线。 2、加大焊接电缆线或减短过长的焊接电缆线。 3、排除机械故障。 |
|
外壳带电 |
1、电源接线处有碰壳 2、焊机内部有线碰壳 3、线圈搭铁 4、过分潮湿 5、焊钳潮湿或地面潮湿 |
1、检查接线是否安全。 2、拆除外壳检查有否有线与外壳相碰。 3、返厂修复。 4、将外壳良好接地。 5、输出为安全电压、有轻微麻感属正常、穿绝缘鞋,带绝缘手套。 |
ZXE1系列整流式弧焊机产品图样:

